
In today’s manufacturing landscape, the development of novel materials is essential for meeting the growing demand for performance, efficiency, and innovation. New materials are constantly being designed and developed at Makino Additive Manufacturing (AM) to address the limitations of conventional metals and alloys, particularly in processes that involve severe thermal and mechanical loading.
By focusing on improving key properties such as strength, wear resistance, and thermal fatigue, these advanced materials will allow manufacturers to produce components that are more reliable, precise, and cost effective. As a result, novel materials development has now become a key driver of progress across modern manufacturing industries.
One recent development of Makino AM is a novel alloy material, Thexalloy, a high performance material for thermal management purposes.
Thexalloy Key Highlights:
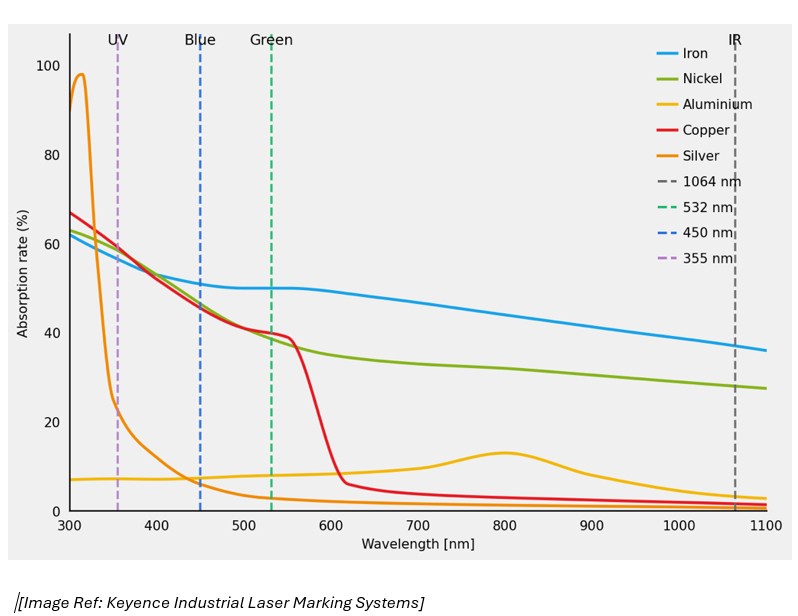
• Up to 250% higher absorptivity than Pure Copper. Enablement of deposition with infrared laser without the use of a substantially higher cost blue/green laser.
• Up to 20% reduction in coefficient of thermal expansion (CTE) than Pure Copper.
• Able to retain up to 70% of the thermal conductivity of Pure Copper.
This material with its unique performance features is well-suited for die and mold applications, where both strength and thermal durability are important.
In die and mold applications, material performance can make or break the process. This is why materials testing is so important, especially when evaluating tool steels and copper alloys for improved performance.
Two of the most critical properties to examine are thermal conductivity and coefficient of thermal expansion (CTE). Thermal conductivity determines how efficiently a material can transfer heat, while CTE describes how much it expands and contracts with temperature changes. In die casting, both properties directly affect cycle time, dimensional stability, thermal stress, and ultimately tool life.
Tool steels such as H13 have long been the standard choice because of their excellent strength, hardness, and resistance to wear and thermal fatigue. They are well suited to withstand the harsh mechanical demands of the process. However, one limitation of tool steel is its relatively low thermal conductivity. This means heat is removed more slowly, which can lead to localized heat build-up and longer cooling times.
Copper alloys, on the other hand, are attractive because of their much higher thermal conductivity. They can extract heat much faster, which helps improve temperature control and may reduce cycle times. This makes them especially useful in areas where rapid heat removal is needed.
However, these advantages come with a trade-off. Copper alloys generally have a higher CTE than tool steels, so they expand and contract more under the same thermal conditions. If this difference is not properly managed, it can create thermal mismatch stresses that may cause distortion, cracking, or premature failure.
Also, most industrial metal additive manufacturing systems use near-infrared fibre lasers, with typical wavelengths around 1060–1070 nm. These lasers work very well for many steels, nickel alloys, and titanium alloys because those materials absorb a reasonable amount of laser energy at this wavelength. Copper behaves very differently. At near-infrared wavelengths, copper is highly reflective ( 15% absorptivity), meaning a large portion of the laser energy is reflected away instead of being absorbed by the material.
This poor energy absorption creates inefficient melting. Since copper does not readily absorb infrared laser energy, a much higher laser power is often required just to form a stable melt pool. Even then, the absorbed energy may be inconsistent, especially at the start of processing when the surface is still solid and reflective. This can lead to unstable melting, incomplete bonding between layers, and defects such as lack of fusion.
.jpg "Laser_Marking_Systems-(1).jpg")

